溶接継手効率とは?

溶接の形状による分類
溶接継手効率の説明に入る前に、圧力容器の溶接にはどのようなものがあるのかを、簡単に説明します。圧力容器の溶接には様々な形状がありますが、最も重要な溶接といえる溶接は、長手溶接と周溶接でしょう。

|
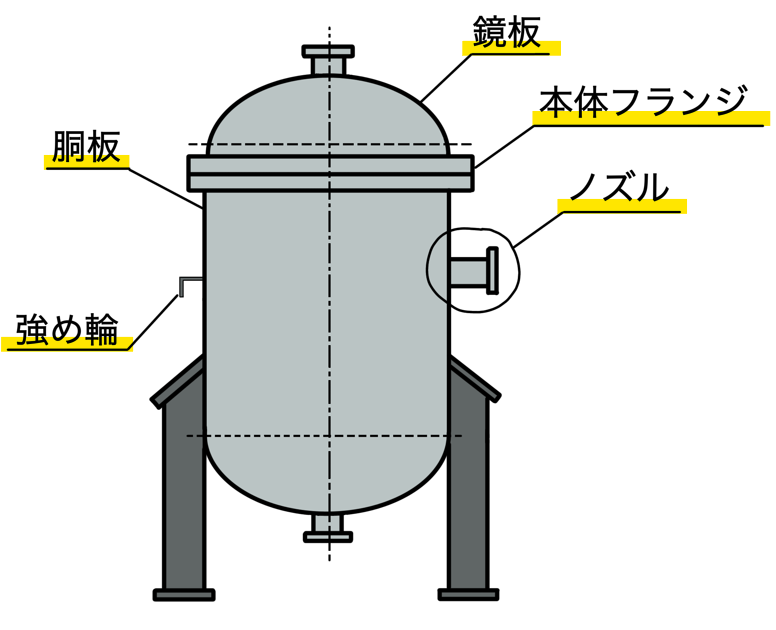
| Fig.1 溶接継手の位置による分類 |
長手溶接とは、以下のFig.1のように円筒胴の断面に対して垂直な方向に行った溶接のことです。一方の周溶接は円筒胴の断面方向に対して行った溶接のことです。長手溶接線のことをL線、周溶接線のことをC線などと呼ぶことがあります。また、鏡板が複数の板からなる場合の継ぎ目の溶接線は、長手溶接線の扱いになります。
圧力容器の溶接はその溶接の場所によって分類がなされています。Fig.1はJIS B
8265の図3の抜粋です。A〜Eの5つの分類に分けられていることがわかります。溶接継手効率が関係するのは耐圧部の溶接のみであり、分類A〜Dが対象となります。
ではそれぞれどのような箇所に用いられるのかを見ていきましょう。それぞれの分類は、ざっくりと以下の通りです。
分類A
すべての長手溶接継手
球形胴、鏡板、平鏡板、ふた板の溶接継手
全半球型鏡板と円筒胴の、円すい胴、管台等の溶接継手
分類B
すべての周溶接継手(ただし全半球鏡板と円筒胴、円すい胴、管台等の溶接は除く)
分類C
フランジと管台、円筒胴および円すい胴等の溶接継手
分類D
管台と円筒胴、円すい胴、鏡板等の溶接継手
分類E
強め輪、支持(スカート、サドル、レグ、ラグ等)および耐圧部材に直接溶接する非耐圧部材の溶接部
溶接継手効率とは?
そもそも溶接継手効率とは何でしょうか。先に述べた通り、溶接と一口に言っても色々な形状があります。また、溶接に欠陥がないかを調べる放射線透過試験を実施するか否か、実施する場合は溶接の全線に対して試験を行うのか、一部だけに行うのか、などで溶接のグレードが異なります。十分に強い溶接と比較的弱い溶接との場合で、溶接継手効率に差をつけて、許容引張応力に掛け合わせることで、設計に考慮させています。なお、後ほど紹介しますが、溶接継手効率は1.0以下の値を取り、健全性を確保できやすい溶接ほど1.0に近く、そうでないものほど小さい値を取るようになっています。JISとASMEで溶接継手効率の取り方は異なりますが、根本的な考え方は同じです。
放射線透過試験(Radigraphic Testing)放射線透過試験はX線やγ線などの放射線が、物質を透過する性質とフィルムを感光させる性質を利用した非破壊検査の一種です。目視では確認できない材料の内部の欠陥を見つけることができます。検査したい部分に放射線を照射し、その照射した側とは反対側にフィルムを当てて、感光させて内部の欠陥の有無を探ります。
JISでの溶接継手効率
JIS B
8265の6-2に定められております。溶接の形状と放射線透過試験の実施有無および割合によって、取る値が変わってきます。なお、円筒胴においての溶接継手効率は、長手方向と周溶接の溶接線に適用となりますが、円筒胴の計算厚さを求める際は長手溶接線のみを対象としています。溶接継手効率は以下の表の通りです。
ここで、継手の形式とは6-1-4の表2で定められたもので、ざっくりと以下の通りです。(簡単のために省略しておりますので、詳細は規格を参照ください)
B-1 : 完全溶込みの突合せ両側溶接、またはそれと同等以上の突合せ片側溶接
B-2 : 裏当てを用いる突合せ片側溶接
B-3 : B-1, B-2以外の裏当てのない突合せ片側溶接
L-1 : 両側全厚すみ肉重ね溶接
L-2 : プラグ溶接を行う片側全厚すみ肉重ね溶接
L-3 : 片側全厚すみ肉重ね溶接
完全溶込み(Full Penetration)完全溶け込みは板厚の全厚に対して溶け込んでいる溶接のことです。フルペネと呼ぶことがあります。溶接部は一般に母材よりも強度が高くなり、溶接部と母材を一体と見なすことができます。突合せ溶接における完全溶け込みでは溶接初層における不良が生じやすいため、初層のみTig溶接を行ったり、裏当てを設けたりすることで、健全性を確保することがあります。
裏当て(Backing Plate)裏当ては突合せ片側溶接において溶接する側の反対側にあらかじめ板を当てておき、溶接初層における不良の発生を防ぐためのものです。
圧力容器構造規格 第73条について
圧力容器構造規格の第73条は第二種圧力容器についての条文ですが、その中で溶接継手効率について触れられています。本条には第二種圧力容器の溶接のうち、ボイラー溶接士でない者が行う溶接継手については、その溶接継手効率に0.85を乗じた値とすることとされています。
例えば、第二種圧力容器の突合せ片側溶接で裏当てを残す溶接継手であって、RT試験を20%実施する場合で、さらにボイラー溶接士以外の者が溶接を実施する時、その溶接継手効率は以下のようになります。
0.85 × 0.85 = 0.7225 ≒ 0.722
となります。
まとめ
今回は圧力容器の溶接継手効率について紹介しました。溶接継手効率は円筒胴や鏡板の必要板厚を計算する際に必要な値です。実際にどのような値をとるのかは、溶接継手の位置と形状、放射線透過試験の割合などを加味して、決定されることとなります。迷うことなく判断できるように、しっかりと情報を整理しておきましょう。
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/332fd766.5fdb6cca.332fd767.cd5554b4/?me_id=1213310&item_id=17460326&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fbook%2Fcabinet%2F4233%2F9784526074233.jpg%3F_ex%3D128x128&s=128x128&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/332fd766.5fdb6cca.332fd767.cd5554b4/?me_id=1213310&item_id=19036655&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fbook%2Fcabinet%2F4338%2F9784542304338.jpg%3F_ex%3D128x128&s=128x128&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
まとめ
- 溶接継手効率は溶接の分類と放射線透過試験の割合に応じて定められている。
- 円筒胴や鏡板などの必要板厚の計算の際に、許容引張応力に溶接継手効率を乗じて溶接の分類に応じた補正を行っている。
- 溶接継手はその位置に応じてA~Eに分類され、さらに溶接の形式に応じて9つに分類される。
- 溶接継手効率はJIS B 8265 6-2の表に定められている。
- 圧力容器構造規格の第73条より、第二種圧力容器をボイラー溶接士以外の者が溶接を実施した溶接継手は、JIS B 8265 6-2の表の値に0.85を乗じた値とする。
◆円筒胴の計算の仕方についてはこちら
◆鏡板の計算の仕方についてはこちら

コメント
コメントを投稿